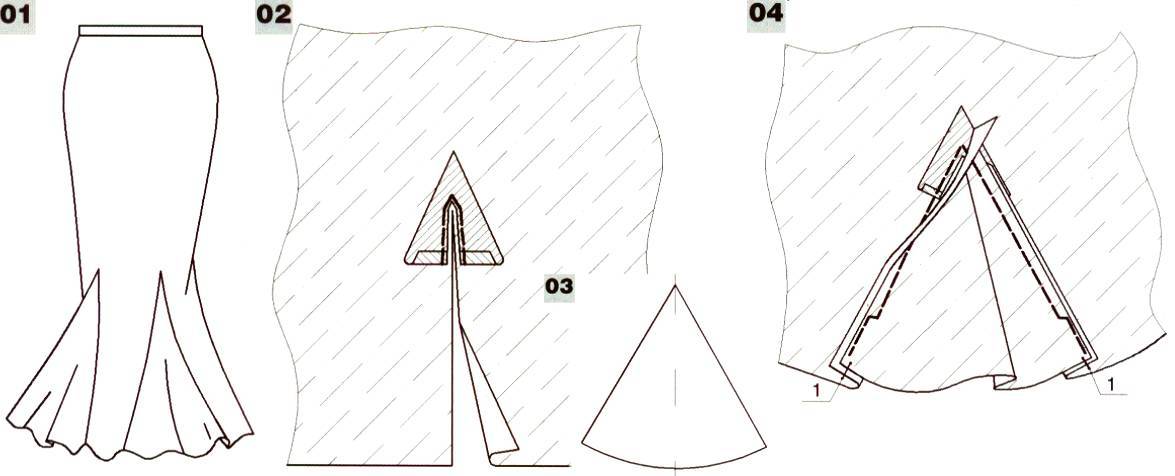
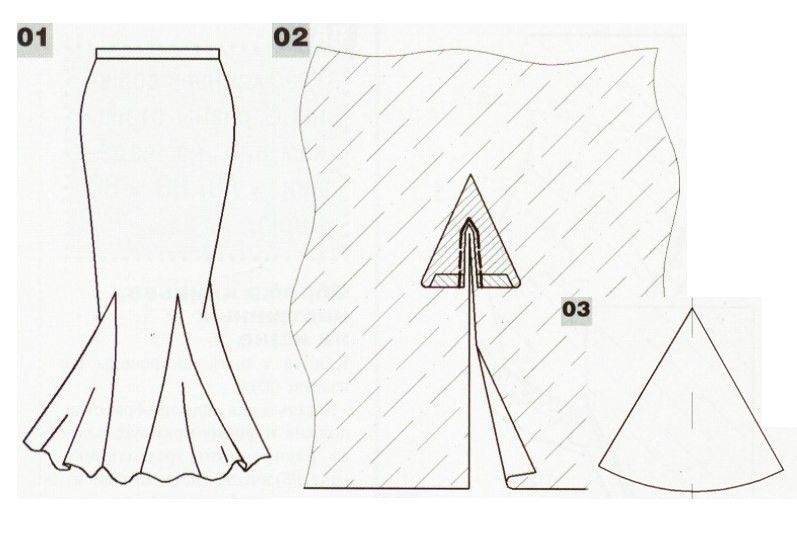
клиньев Обработка на целой детали
При обработке клиньями с изделия на целой детали (илл.01) верхний разреза край на детали для притачивания клина усилить нужно подкладочным или тонким основным илл (материалом.02). В качестве усилителя можно использовать и клеевой прокладочный материал.
Деталь клина для способа данного обработки представлена на илл.03.
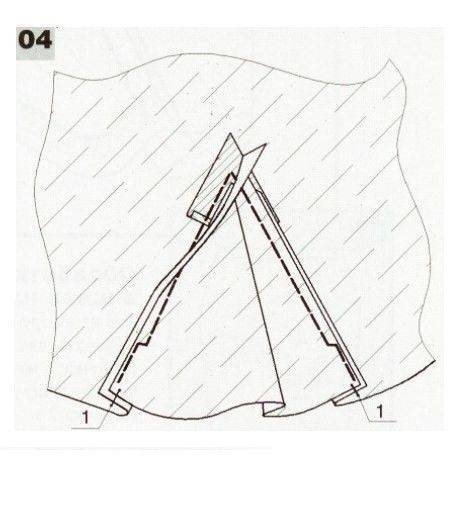
Притачать сводя, клин припуск шва шириной 1 см со стороны детали основной «на нет» в верхней точке разреза (илл 1 на строчка.04). При обработке шва притачивания ребро «на клина» строчку нужно сместить в области низа подгиба на 0, 5 см в сторону срезов, начиная смещение на равном, расстоянии удвоенной ширине припуска на обработку строчка (низа 1 на илл.04).
Обметать припуски шва клина притачивания (строчка 2 на илл.05). Приутюжить шов ребро на притачивания.
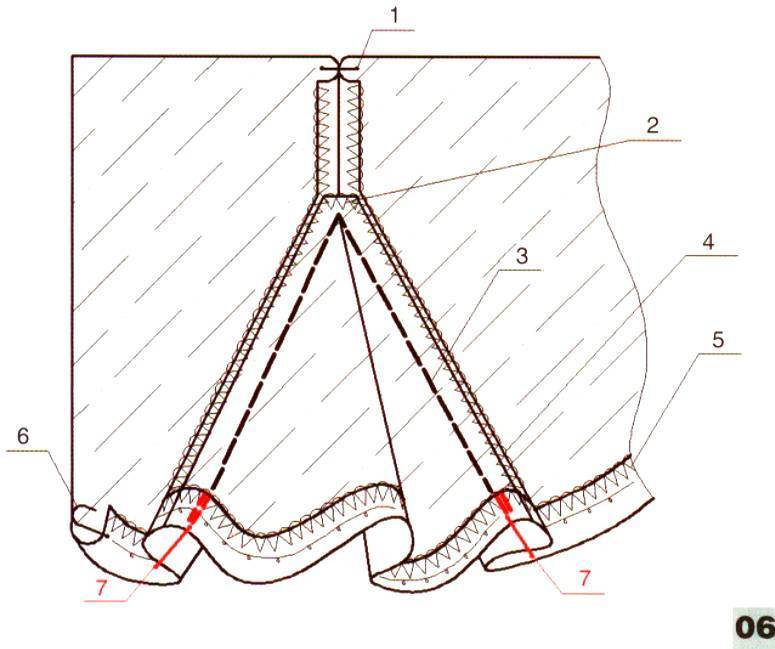
Притачанный клин перегнуть пополам стороной лицевой внутрь и в зависимости от модели стачать складку мягкую у вершины клина (строчка 3 на илл.05).
срез Обметать низа изделия (строчка 4 на илл.05). припуск Заутюжить на обработку низа. Подшить подгиб изделия низа вручную или на специальной машине (илл 5 на строчка.05).
При обработке шва притачивания ребро «на клина» обработанный низ изделия под притачивания швами клина перегнуть лицевой стороной внутрь деталей и стачать (строчки 6 на илл.05), продолжая притачивания строчку клина.
Важно
При обработке притачивания шва клина «на ребро» строчку нужно 5см на 0, сместить в сторону срезов, начиная смещение на равном, расстоянии удвоенной ширине припуска на обработку как, низа показано на илл.04. Впоследствии обработанный изделия низ под швами притачивания клина перегнуть следует лицевой стороной деталей внутрь и продолжая, стачать строчку притачивания клина, как илл на показано.05 (строчки 6).


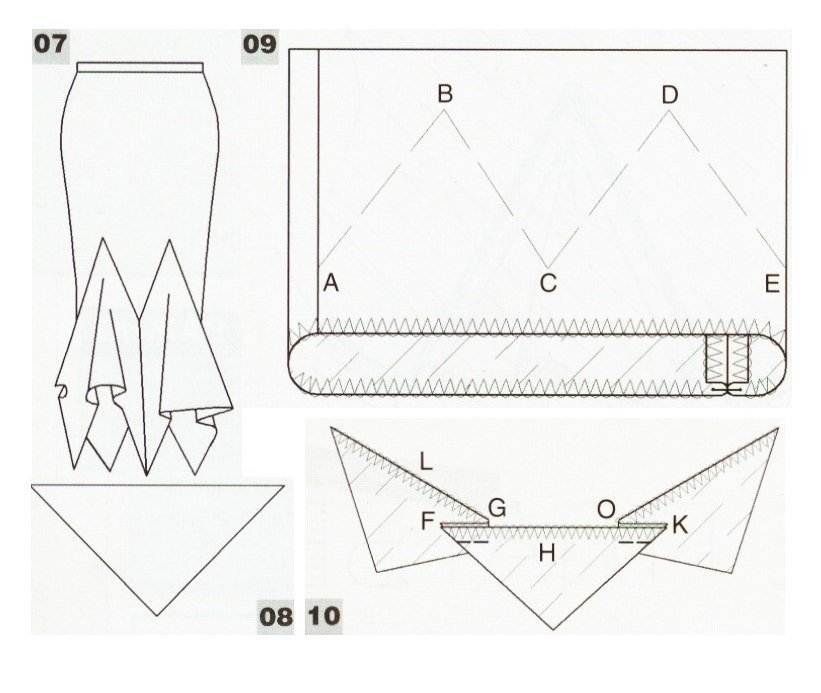
Обработка клиньев, настроченных на Клинья
изделие могут быть настрочены на изделие (Деталь. 07).
илл клина для данной обработки иметь должна форму прямоугольного равнобедренного треугольника (Количество. 08). илл деталей зависит от модельных особенностей.
На изделии обработанном наметить ломаную линию (АВСDЕ) настрачивания для клиньев (илл. 09). Все отрезки ломаной этой линии равны между собой АВ = ВС = СD = DЕ.
длинный Обметать срез, который расположен напротив угла прямого каждого клина (илл. 10). По обметанной клина стороне (FК) наметить участки GН, НО (точка Н — середина клина стороны) для соединения с изделием. Аналогично участки наметить и на других клиньях.

На остальных участках (FG, ОК) стачать клинья друг с другом (илл. 10). Разутюжить швов припуски стачивания. Обработать срез низа машине на клиньев зигзагообразной строчкой или швом закрытым с вподгибку срезом шириной 2-3 мм в готовом виде.
клинья Настрочить на изделие, совмещая намеченные участки линией с клиньев на изделии (илл. 11). Дойдя до точек ВН, DL, оставить иглу в материале, на участке клина заложить в образовавшуюся складку слабину (это необходимо для четкого получения угла), затем продолжить настрачивание линии по клина.
Изнаночную сторону свободно провисающих клиньев углов можно украсить вышивкой или отделочной из подкладкой ткани.