

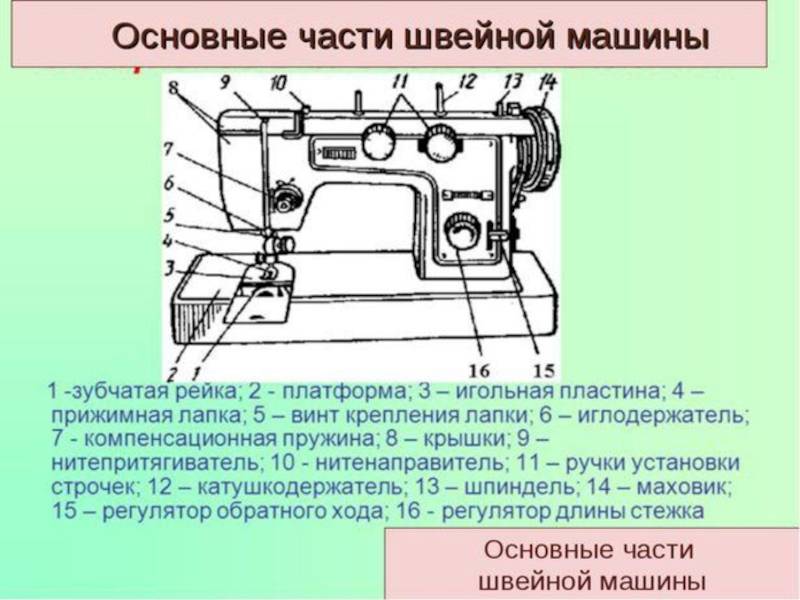
Слайд 18Передняя и боковая поверхности пластины 11, также как и
боковые поверхности носика 9, должны быть тщательно отшлифованы и отполированы.
В корпусе 13 имеется паз 14, в который входит поясок 16 шппуледержателя 18. От выпадения шпуледержателя 18 из корпуса 13 используется полукольцо-скоба 15, закрепляемая тремя винтами 7 на корпусе 13. Носик 8 полукольца- скобы 15 должен быть отполирован, так как с него проходит игольная петля при выходе ее из челночного устройства. Поясок 16 шпуледержателя 18 разомкнут в верхней части. Фронтальная часть шпуледержателя 18 имеет паз 17, в который входит выступ 3 защелки 1. В верхней части фронтальной части шпуледержателя имеется паз 6, в который входит выступ 5 установочного пальца 21. Установочный палец 21 закрепляется в корпусе машины винтом 20. В центре шпуледержателя 18 располагается центровая шпилька 19 для базирования и закрепления шпульного колпачка 23.Корпус шпульного колпачка на фронтальной части имеет паз 24, в который входит защелка 3. Защелка 3 шарнирно (с помощью пальца 30) соединена с подвижной пластиной 2. На защелке 3 (для предотвращения ее выпадения из шпульного колпачка) устанавливается винт 4. Защелка 3 фиксируется в пазу центровой шпильки 19 с помощью пружинки 31, которая устанавливается в отверстии 29 корпуса шпульного колпачка. Пружина 28 для регулирования натяжения челночной нитки закрепляется установочным 26 и регулировочным 27 винтами на боковой поверхности корпуса 23 шпульного колпачка.Шпулька 22 надевается на цилиндрическую пустотелую ось 25 шпульного колпачка 23. Для уменьшения инерционного разматывания нитки из шпульки 22 внутри корпуса 23 шпульного колпачка винтом закрепляется пластинчатая дугообразная пружина 28.

Смазка швейной машины 1022 класса
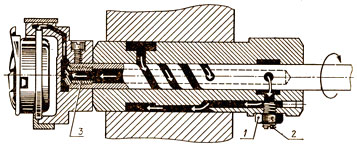
Регулировка подачи масла челночного механизма.
Передняя втулка вала челнока снабжена винтом 2 для регулировки подачи масла к челноку. Для увеличения подачи масла к челноку необходимо завернуть винт, отжав контргайку 1. В результате этого, имеющееся на втулке отверстие для прохода избытка масла закроется. Чтобы отверстие открылось, и избыток масла поступил через него в проточку во втулке, необходимо вывернуть винт.
Если масло поступает к челноку в избытке и количество его не поддается регулированию винтом 2, необходимо проверить, не отделился ли фитиль от штуцера 3, завернутого в челночный вал. В случае необходимости вставить его.
Своевременно заменяйте загрязнившийся смазочный фитиль или промывайте его в бензине.
Регулярно проверяйте все пути прохода масла швейной машины 1022 класса и очищайте их от загрязнений.
Для проверки состояния подачи масла необходимо, пустив в ход машину, дать ей поработать одну минуту при нормальной скорости для установления постоянного давления масла. Не останавливая машину, поднесите листок белой бумаги под челнок. Если, в течение 15 секунд на бумаге не будет видно масляной полоски шириной около 0,8 мм, то подача масла недостаточна. Проверку можно произвести и другим способом. Снимите челнок и, пустив в ход машину с нормальной скоростью, поднесите листок бумаги под конец челночного вала. Через 15 секунд должна появиться полоска масла, шириной около 1,5 мм.
В этом видео вы увидите, как легко шить кожу на швейной машине 22 класса, если установить на нее тефлоновую лапку. Если вы увлекаетесь пошивом, подписывайтесь на мой канал.
Устройство швейной машины Typical
Описание устройства, возможностей прямострочной швейной машины китайского производства типа Typical.
Промышленная распошивальная машина
Для мелкосерийного производства ателье трикотажной одежды, и даже для небольшого ателье, промышленная распошивальная машина просто незаменима. Высокая скорость, качественная строчка, универсальность – это критерии промышленной распошивалки. О том, как устроена и работает такая машина, читайте в этой статье.
Промышленные машины 1022, 22 класса
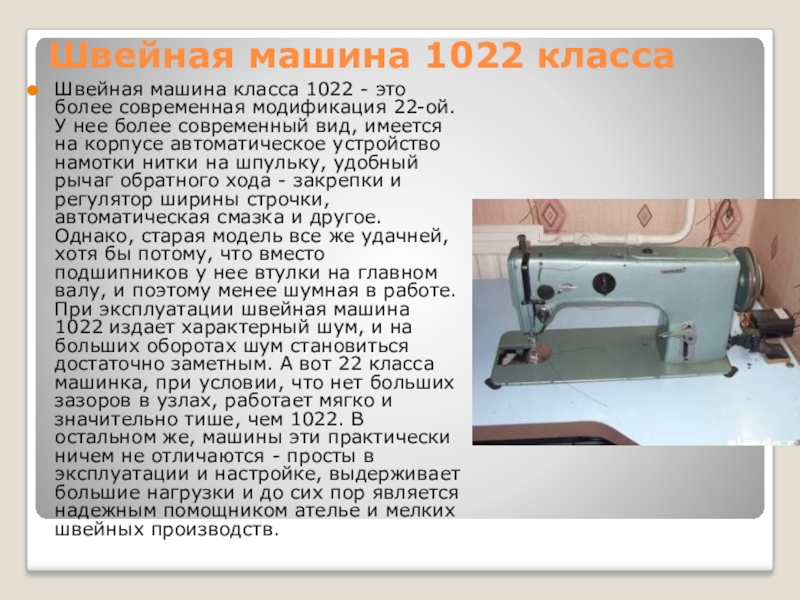
Швейная машина 1022 класс – модификация промышленной машины 22 класса, давно уже снятой с производства. У 1022 имеется ряд отличий. Во-первых, у нее автоматическая смазка, удобный рычаг обратного хода, автоматическое устройство намотки нитки на шпульку, современный внешний вид и др. Однако многие ателье используют до сих пор именно швейные машинки 22 класса, потому что эти машинки отлично шьют толстые материалы и работают “мягче”. Подробнее читайте в этой статье.
Классы швейных промышленных машин
Все промышленные швейные машины разделяются на классы. Скажите специалисту класс и номер модификации швейной промышленной машины, и он не глядя на нее поймет, для чего предназначена эта машина, ее технические и эксплуатационные характеристики. Промышленная швейная машина челночного двухниточного стежка на базе швейной машины 22 класса – так расшифровывается аббревиатура 1022.
Промышленная швейная машина 97 класса
Промышленная швейная машина данного класса используется во многих ателье и мелких швейных производствах для пошива одежды из легких и костюмных тканей. Она почти бесшумно работает, очень быстрая, имеет роторного типа нитепритягиватель. В отличие от промышленной машинки 1022 класса, ее невозможно настроить на пошив толстых и грубых тканей.
Промышленный оверлок 51 класс
Можно купить очень хороший оверлок, способный качественно и красиво обрабатывать края ткани, но у каждого оверлока есть свои ограничения по использованию. Оверлок 51 класса можно смело использовать при обметывании от тонких подкладочных тканей, до самых толстых джинсовых тканей. Универсальность, простота в использовании и надежность – это основные преимущества этой промышленной машины, тоже относится и к промышленным машинам 1022 и 22 класса.
Скорняжная машина 10-Б
Чтобы качественно сшивать меховые шкурки промышленная машина 1022 не подойдет. Требуется специальная машина, скорняжная машина. Самая распространенная и популярная модель – 10Б.
Промышленная швейная машина Текстима 8032
Швейная машина Текстима Textima 8332 (ГДР) является базовой машиной и выпускалась в 75 вариантах. Хотя эта промышленная машина морально устарела, в условиях небольшого ателье она вполне себя оправдывает. По сравнению с машинкой 1022 класса, у нее намного больше возможностей. К тому же, работает она почти бесшумно, а качество строчки безупречное.
Пропуски и глухой стук – затупилась или погнулась игла
Если в строчке оверлока появились пропуски стежков и оверлок издает глухой стук при работе, то это верный признак того, что затупилась или погнулась игла. Немедленно замените иглу, поскольку тупая игла может стать причиной многих неполадок.
Игла оверлока – это самая важная его деталь. От ее состояния зависит много других параметров. В частности, зазор между лезвием иглы и петлителем. Это самый важный параметр, влияющий на выполнение обметочной строчки без пропусков.
Притупленную иглу можно легко определить, если провести ногтем большого пальца правой руки вдоль острия иглы. Ноготь обязательно обнаружит загнутое место. Можно использовать для осмотра лупу, что намного удобнее и эффективнее. Проверять нужно не только острие, но и саму иглу, поскольку при обработке грубых участков ткани она может погнуться. Кстати, игла хорошего качества не гнется, а ломается.
Чтобы проверить, погнутая игла или нет, положите ее на идеально ровную поверхность. Осмотрите ее сверху и с боков: 1 – параллельный просвет; 2 – ровная поверхность (стекло и т.п.). При обнаружении малейшего искривления замените. Погнутую иглу не пытайтесь выпрямить. Настройки оверлока очень точные и не допускают использование таких игл.
При подъеме иглы на 2 мм носик челнока захватывает нитку
Принцип петлеобразования и взаимодействия иглы с челночным механизмом у этих машин одинаковый, поэтому мы будет использовать в качестве примера только промышленную машину 22 класса.
У швейной машины 22 класса челнок вращающегося типа, то есть, он всегда вращается по кругу и только в одну сторону. В профессиональном лексиконе его называют челноком двойного облегания, поскольку для полного формирования стежка он должен сделать два оборота
На это момент следует сразу обратить внимание, прежде чем выполнять регулировку
Крайнее нижнее положение иглы – это первый и важный параметр, с которого нужно начинать настройку швейной машины. Верхняя нитка, заправленная в ушко иглы, прокалывает материал и опускается вместе с ней в крайнее нижнее положение. При подъеме иглы на 1,8 – 2,0 мм образуется (из игольной нитки) небольшая петля, которую захватывает носик челнока.
Игла продолжает движение вверх, а захваченная челноком петля обводится вокруг шпульного колпачка.
Для полного формирования и затяжки стежка, челнок совершает еще один “холостой” оборот.
Таков цикл образования челночного стежка двойного облегания.
Примерно по такому же принципу работают и бытовые швейные машины с горизонтальным вращающимся челноком не только прямострочные, но и полного зигзага. Но в отличие от прямострочных машин, для машин выполняющих строчку зигзаг нужно настраивать еще два параметра. А именно, положение носика при левом и правом уколе иглы. См. Швейная машинка Чайка.
Перечень типичных неисправностей
Промышленные машинки способны долго работать исправно. Но иногда требуется ремонт небольших неисправностей. К ним в основном приводит неправильная эксплуатация. Недостаток таких швейных агрегатов в том, что найти на них запчасть сложно.
Часто происходит обрыв нитки из-за выбора некачественного материала. Если это случается, нужно также проверить натяжение, затем ослабить его. Нитки также портятся из-за некачественных иголок. Чтобы проблемы не возникали, необходимо заменять игольную пластину при возможности, а также полировать заусеницы, о которые рвутся нити.
Важно! На нитках не должно быть узелков, они являются причиной некачественного пошива. Иногда к некачественному шитью приводит плохое состояние рабочей поверхности, тупые зубцы, плохие иголки и несоответствие материалов для шитья. Сегодня поломка таких старых машин может стать существенной проблемой, качественные части для замены встречаются редко
Сегодня поломка таких старых машин может стать существенной проблемой, качественные части для замены встречаются редко
Иногда к некачественному шитью приводит плохое состояние рабочей поверхности, тупые зубцы, плохие иголки и несоответствие материалов для шитья. Сегодня поломка таких старых машин может стать существенной проблемой, качественные части для замены встречаются редко.
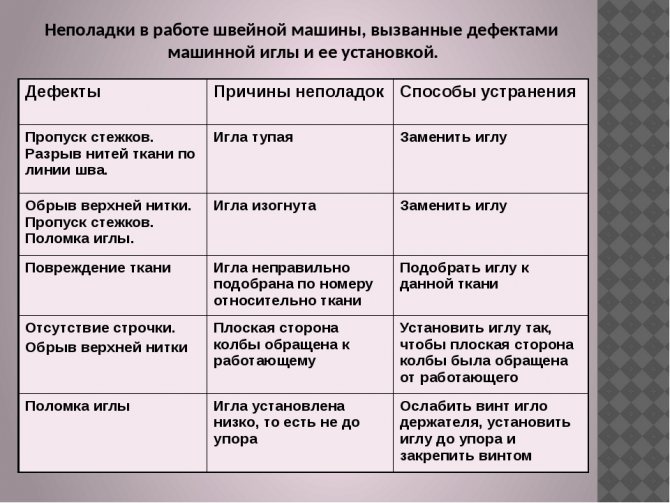
Варианты дефектов
Общий вид
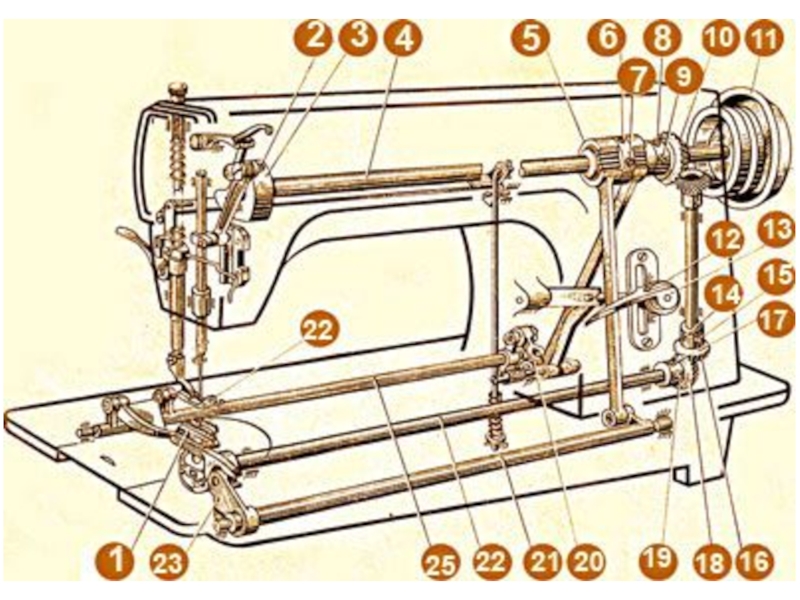
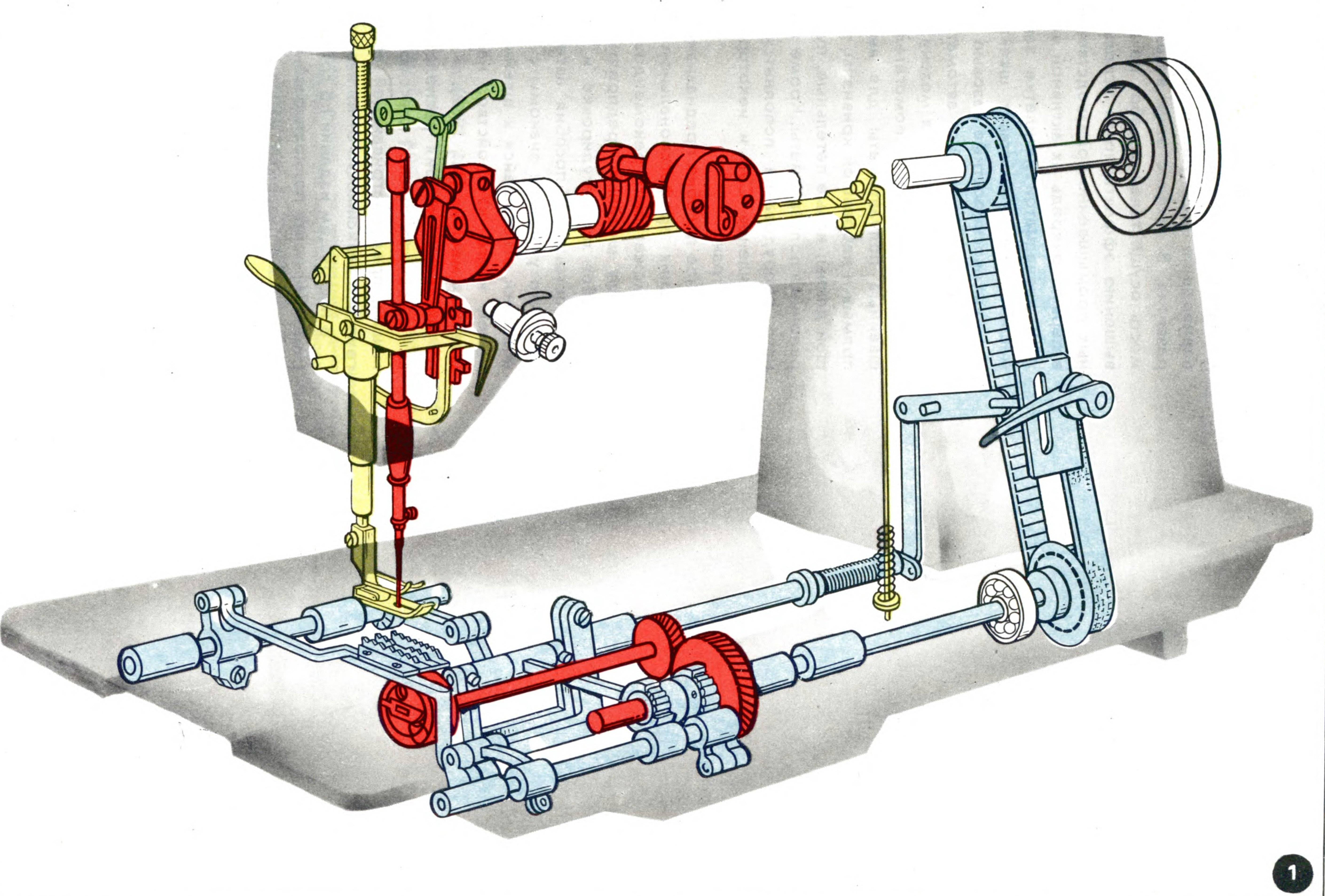
Общая конструкция схемы машины
1022 кл. показана на рис.1. Для образования
строчки машина имеет механизмы иглы,
челнока, нитепритягивателя и двигателя
ткни с прижимной лапкой. Все механизмы
приводятся в движение от главного вала,
расположенного в рукаве машины. Главный
вал, установленный в двух подшипниках
скольжения, вращается от электродвигателя
с фрикционной муфтой с помощью клинового
ремня, надетого на маховое колесо.
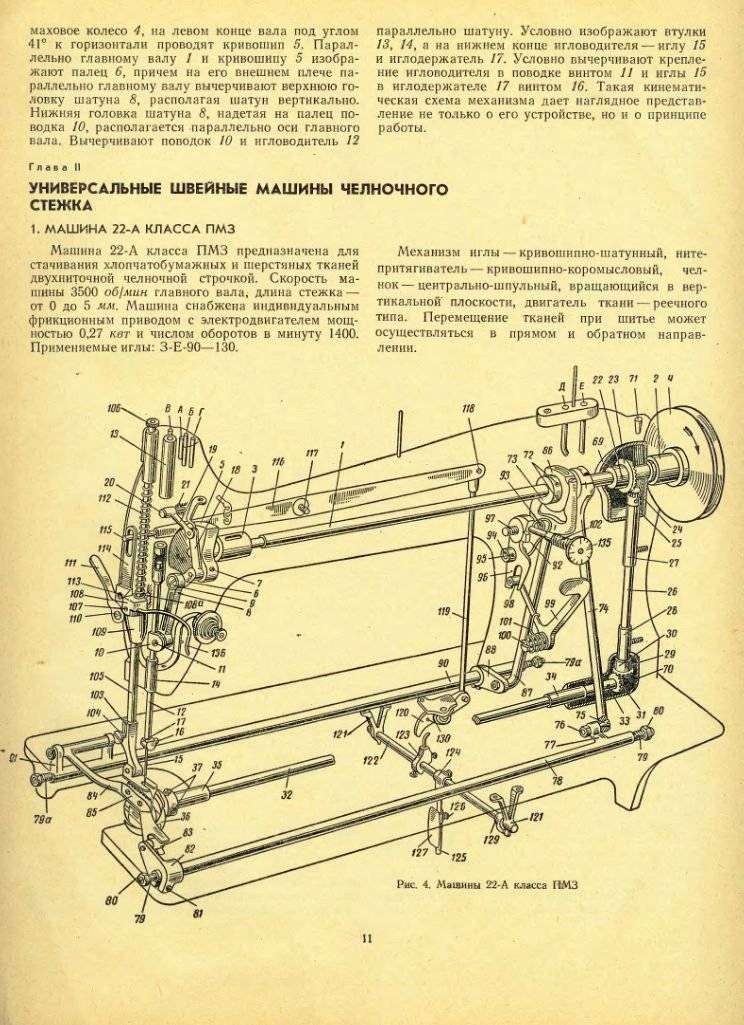
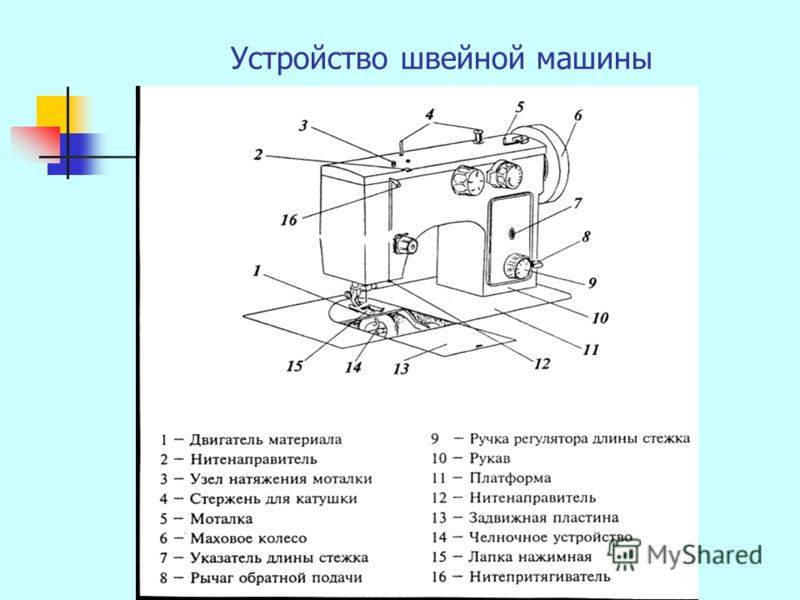
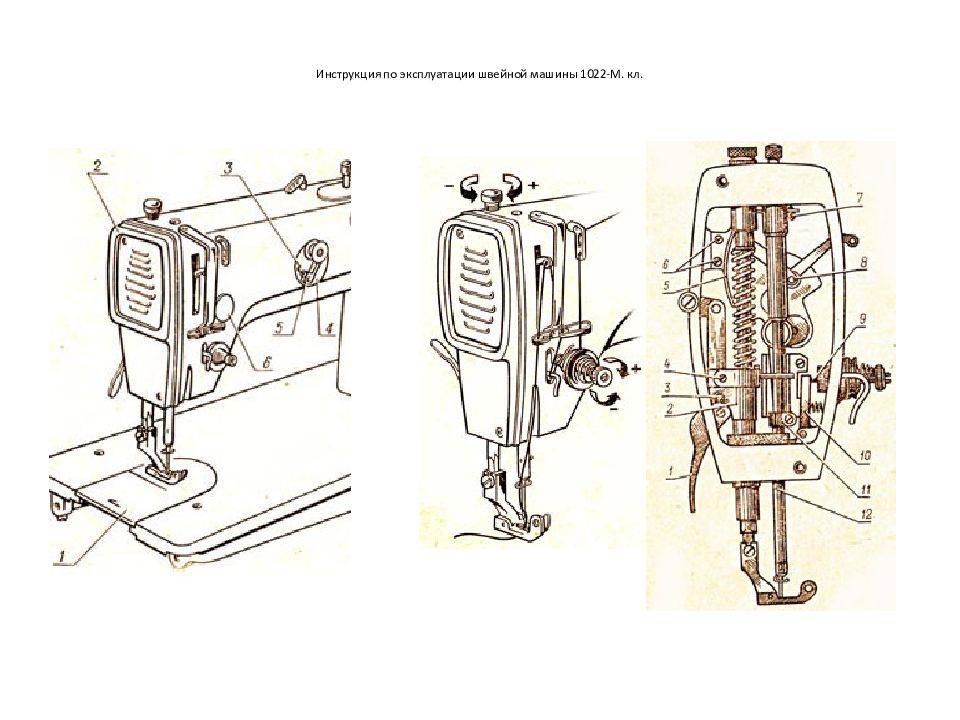

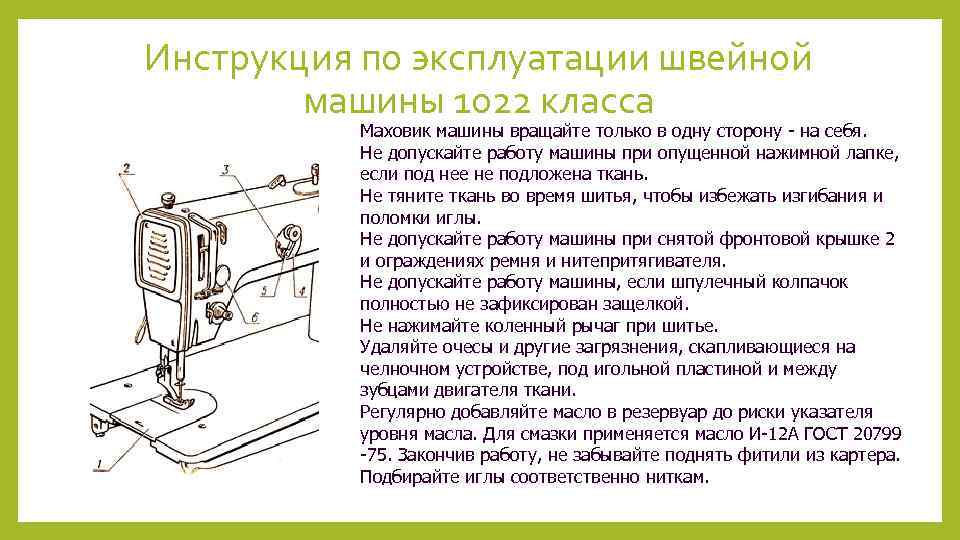
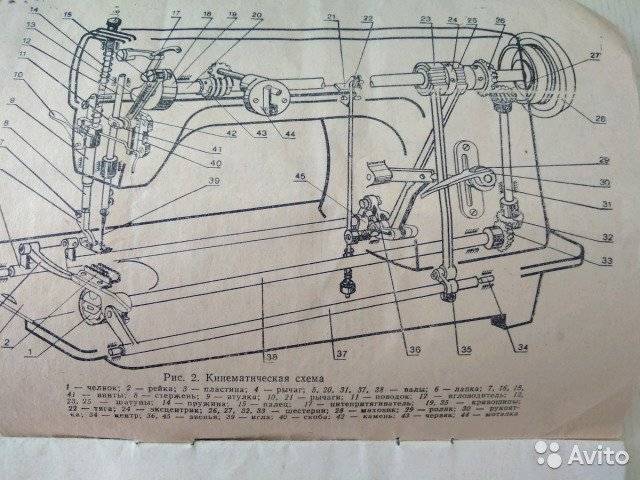



Рис.1
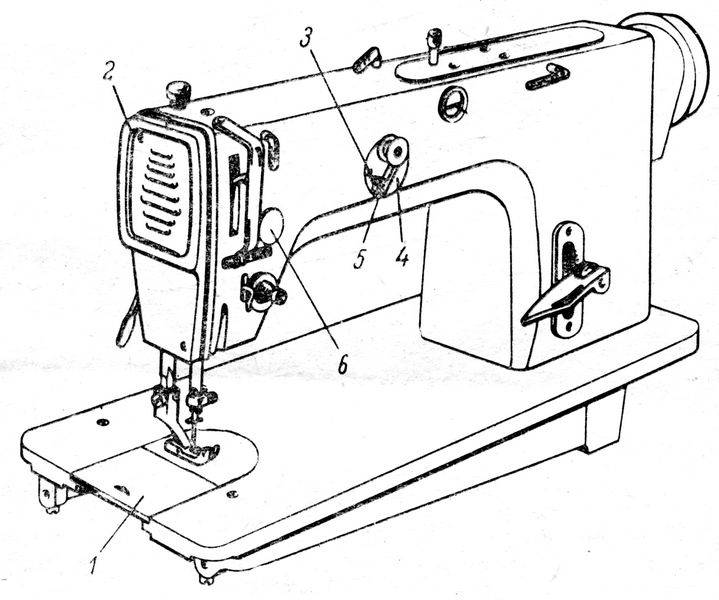
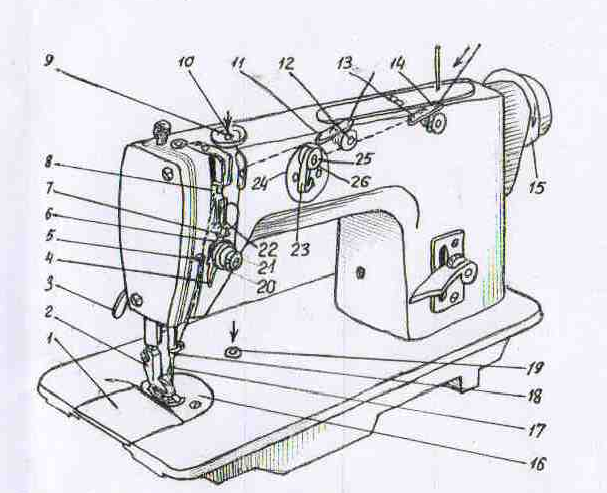
Машина состоит из головки и
стола, на котором установлены механизмы
включения, привода и управления: кнопочный
переключатель, электропривод, педаль
включения фрикциона, коленный рычаг подъема
нажимной лапки. На столе установлены:
стойка для катушек, поддон с маслосборником,
ящик для инструмента и принадлежностей.
Двигатель ткани 1 может подавать материал
в прямом и обратном направлениях. Изменение
подачи с прямой на обратную производится
рычагом 13.
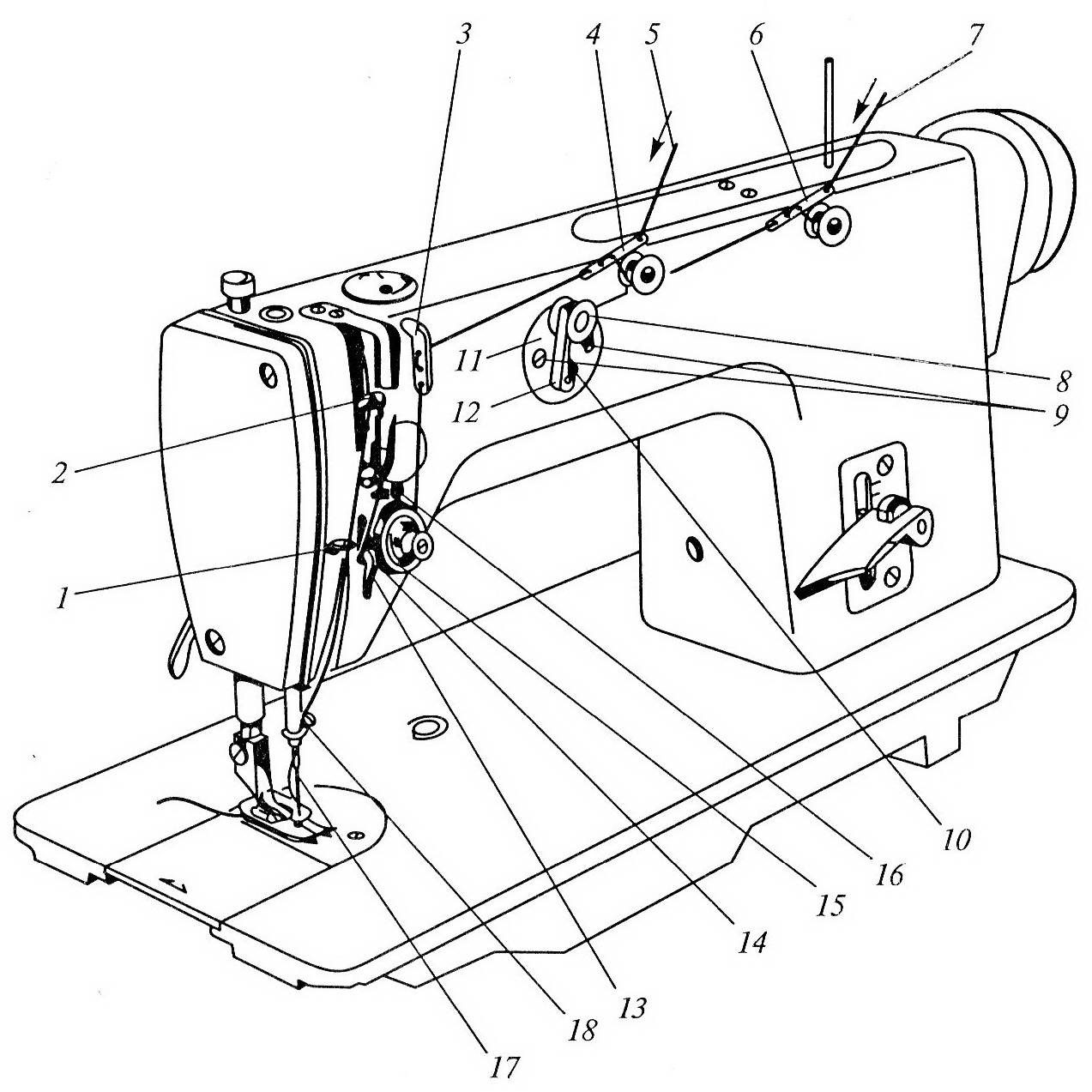
Главный вал 4 машины смонтирован в
рукаве на подшипниках скольжения.
На его переднем конце установлен
кривошип 3 с механизмом нитепритягивателя
и игловодителя, на заднем – маховик 11,
эксцентрик с шатунами 5 и шестерня, передающая
движение вертикальному валу, который
посредством конической зубчатой пары
16 и 18 передает вращение челноку. Эксцентрик,
вращающийся на главном валу 4 посредством
шатунов, соединенных с валами 21 и 25, передает
движение механизму двигателя ткани.
Прижим материала к игольной пластинке
производится нажимной лапкой 24. Подъем
нажимной лапки может производиться вручную
или коленным рычагом.
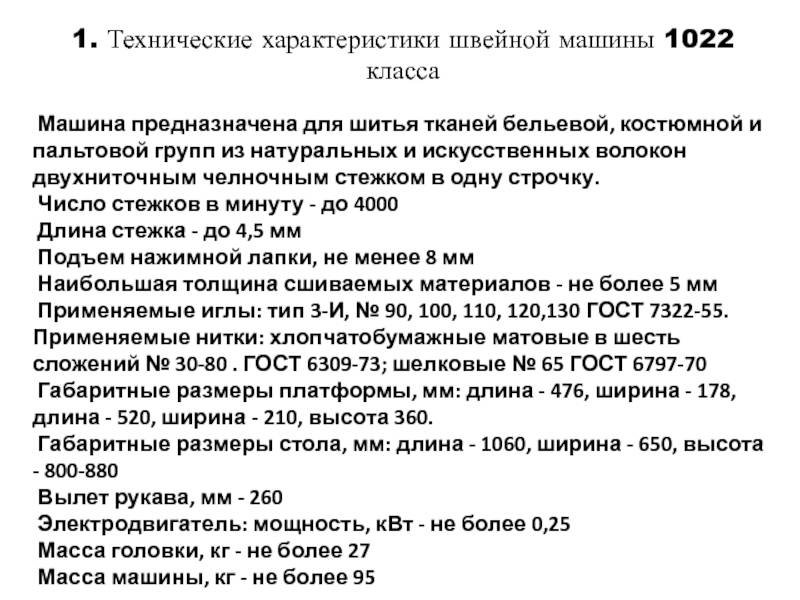
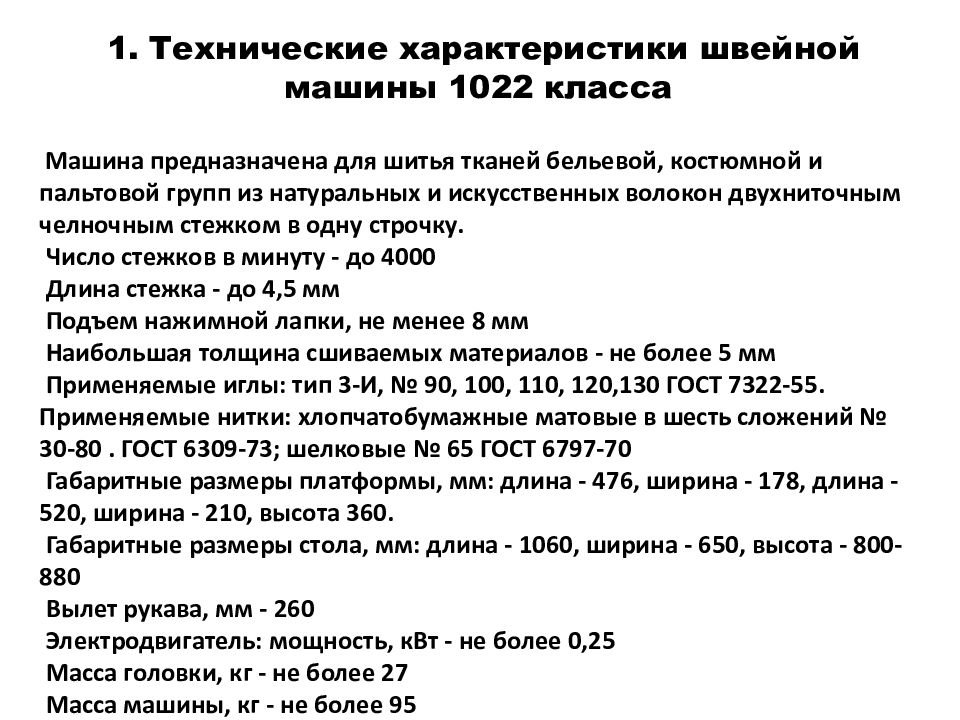
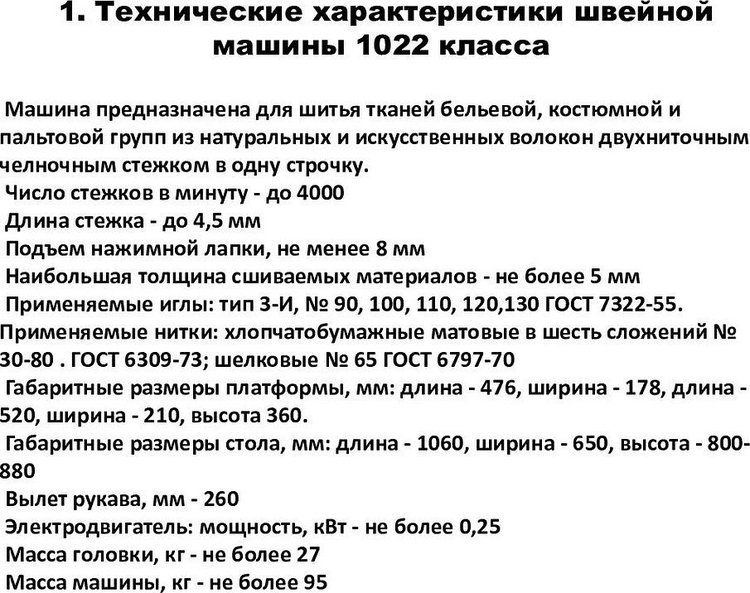
Слайд 51. Технические характеристики швейной машины 1022 класса Машина
предназначена для шитья тканей бельевой, костюмной и пальтовой групп из
натуральных и искусственных волокон двухниточным челночным стежком в одну строчку. Число стежков в минуту – до 4000 Длина стежка – до 4,5 мм Подъем нажимной лапки, не менее 8 мм Наибольшая толщина сшиваемых материалов – не более 5 мм Применяемые иглы: тип 3-И, № 90, 100, 110, 120,130 ГОСТ 7322-55. Применяемые нитки: хлопчатобумажные матовые в шесть сложений № 30-80 . ГОСТ 6309-73; шелковые № 65 ГОСТ 6797-70 Габаритные размеры платформы, мм: длина – 476, ширина – 178, длина – 520, ширина – 210, высота 360. Габаритные размеры стола, мм: длина – 1060, ширина – 650, высота – 800-880 Вылет рукава, мм – 260 Электродвигатель: мощность, кВт – не более 0,25 Масса головки, кг – не более 27 Масса машины, кг – не более 95
Почему швейная машина 22-го класса считается лучше, чем 1022М
Швейная машина 1022М уступает моделям 22-го. На ней можно качественно и без пропусков работать с кожей, обрабатывать грубую джинсу и брезент. Устройства 1022 имеют мало отличий от похожих моделей. Из преимуществ можно отметить более современный дизайн. Однако они проигрывают 22-му классу по шуму. Машинка 22-го не шумит из-за использования втулок.
 Технические характеристики 1022
Технические характеристики 1022
Промышленные машинки делятся на несколько классов. На малых производствах все еще служат устройства 1022, 22, 1022М. Они мало чем отличаются и исправно работают. Сложность может быть при настройке. Машины класса 22 издают комфортный для уха шум, но заправлять их относительно сложно.
Перечень типичных неисправностей оверлока
Ткань плохо продвигается. Давление прижимной лапки слишком слабое. Если ткань слишком тонкая, то давление нужно уменьшить, иначе ткань под лапкой будет собираться, а при растяжении шва, нитки строчки могут лопнуть. При обметывании толстых тканей прижим лапки следует увеличить. Как правило, усилие давления лапки на ткань не следует изменять, если в этом нет явной необходимости.Сломалась игла оверлока. Игла погнулась, или затупилась; неправильно установлена игла; ткань тянут рукой.Обрыв нити. Внимательно заправляйте нитки, особенно в петлители. В некоторых моделях оверлоков заправка в петлители довольно сложная процедура, и без специально изогнутого пинцета не обойтись. Обязательно нужно вставлять нитку во все указанные в схеме места ее крепления.Нитка запуталась. Проверьте катушку. Иногда, виток нитки может соскочить с катушки и зацепится за деталь корпуса. Проверьте нитенаправители и весь путь прохождения нитки. Слишком сильное натяжение ниток – это одна из причин обрыва. Использование другого типа игл (см. выше).Пропуск стежков. Игла погнулась или затупилась; неправильно установлена игла; используется игла, не рекомендуемая к применению заводом изготовителем; нить неправильно заправлена или пропущено одно из креплений нитки на пути ее следования; давление прижимной лапки слишком слабое.Стежки неравномерные. Неправильно отрегулировано натяжение ниток.Ткань сморщивается. Натяжение нити слишком большое. При шитье тонких и легких тканей натяжение ниток следует ослаблять. Нитка заправлена неправильно или запуталась.
Смазке оверлока следует уделить особое внимание
Смазку швейных машин и оверлоков следует производить не реже 1 раза в полгода, а при интенсивном использовании оверлока, не менее 1 раза в месяц. Для смазки можно использовать медицинский шприц. Он намного удобнее и экономичнее стандартной масленки. Длинной иглой всегда можно “подлезть” в труднодоступные места, и значительно уменьшается расход масла.
Лишнее масло в районе иглы может испортить обрабатываемую ткань. Старайтесь аккуратней смазывать узлы, имеющие контакт с изделием. В инструкции оверлока приводится схема смазки, но можно использовать простое правило – смазывать любые доступные места, где есть трение металлических частей, даже если они не указаны заводом в инструкции.
Чтобы тщательно смазать все узлы оверлока, иногда необходимо снять защитные крышки корпуса. Однако снимать их не всегда легко, поэтому можно обойтись заводскими метками для смазки.
Смазке оверлока следует уделять больше внимания, чем смазке швейной машинке. Оверлок работает на повышенных скоростях вращения вала и отсутствие достаточной смазки в некоторых узлах и механизмах может привести к перегреву деталей и даже их заклиниванию.
После продолжительной работы, следует очистить отсек петлителей и другие доступные места от обрезков, очесов нитки, других механических загрязнений. Чистить очень удобно жесткой волосяной кисточкой для канцлерского клея.
Устройство и настройка швейной машины 1022 класса

Нет надобности описывать характеристики швейной машины, я думаю, вы и сами знаете что лучше всего эту машину использовать для пошива тяжелых и грубых тканей. Намного полезнее для вас будет узнать, как настраивать машинку, ведь не везде можно найти мастера по ремонту, да и стоимость его работы будет не меньше цены самой машинки.
Итак, чтобы настроить машинку ее нужно, прежде всего, привести в такой «раздетый» вид. Теперь нужно проверить главный параметр работы любой швейной машины, а именно нижнее положение иглы (2) и взаимодействие носика челнока с иглой.
Поверчивая маховое колесо машины, опустите иглу в самое нижнее положение, и поднимите ее с нижней точки точно на 1,8 — 2,0 мм. Далее посмотрите, где находится носик челнока в этот момент. У правильно настроенной машины 22 класса он должен подойти к ушку иглы, точнее выше его примерно на 1,1 мм (измеряется от верхней кромки ушка иглы, но нижней кромки носика челнока). Хорошо, если примерно такой зазор и есть, тогда нужно лишь проверить параметр, который влияет на появление пропусков в стежке. Это зазор между носиком челнока и лезвием иглы
Точных рекомендаций давать не буду, но чем он меньше, тем надежнее будет носик захватывать игольную нитку, важно только чтобы носик не попадал в саму иглу. Вот после этих настроек машинка должна работать хорошо, по крайней мере, она станет реже пропускать. Чтобы машина 22 класса работала безукоризненно, нужна обязательно опытная рука мастера, поскольку есть еще масса других «мелочей» о которых не напишут нигде
Ну, к примеру, мастер может обточить некоторые острые грани челночного хода, изменить форму носика и т.д.
Чтобы машина 22 класса работала безукоризненно, нужна обязательно опытная рука мастера, поскольку есть еще масса других «мелочей» о которых не напишут нигде. Ну, к примеру, мастер может обточить некоторые острые грани челночного хода, изменить форму носика и т.д.
Еще на один параметр нужно обратить внимание — это зазор (1) между пальцем и челночным ходом. Регулируется он после ослабления винта (3), а размер его должен быть примерно 0,5 мм. Если он будет больше, то может провернуться сам челнок, если будет меньше — толстые нитки будут с трудом проскакивать в этом месте и обрываться.
Если он будет больше, то может провернуться сам челнок, если будет меньше — толстые нитки будут с трудом проскакивать в этом месте и обрываться.
Регулировка челночного хода на швейной машине 22 и 1022 класса осуществляется путем смещения хода вдоль оси или смещение его влево, вправо. Фиксируется челночный ход двумя винтами (4).
Иногда, чтобы выставить правильно положение иглы, нужно опустит стержень игловодителя (1) вместе с иглой. Для этого нужно ослабить винт (2) и аккуратно опустить игловодитель, так чтобы носик челнока был выше ушки иглы на 1,1 мм. Как правило, его нужно именно опускать, потому что при пошиве очень грубых тканей или попадании иглы на металлические предметы (молния) он может сместиться вверх. Сразу вы этого не почувствуете, а после нескольких таких ударов, машинка вдруг начнет делать пропуски.
Причиной плохого продвижения ткани и других дефектов строчки является иногда лапка. В том случае, если поверхность ее изношена или прижимает ткань не всей плоскостью, стежки будут слишком частыми, ткань будет «сборить» и др. Иногда это можно устранить, если отрегулировать давление лапки. Но часто пружина (3) «заедает» и не создает нужно давление на лапку, сколько бы ни крутили регулировочный винт сверху. Снимите пружину, очистите от сгустков затвердевшего масла и установите обратно, правильно отрегулировав давление лапки. В некоторых случаях пружину даже можно слегка растянуть.
Давление лапки на ткань регулируется так. Снимете иглу с машины и подложите под лапу самую тонкую ткань в один слой. Слегка натягивая ее рукой, начните шить и если ткань легко удержать рукой от продвижения, значит давление лапки, а стало быть и пружины, очень слабое.
Швейная машина 97 класса имеет похожие настройки
Швейная машина 97 класса предназначена для пошива легких костюмных тканей в условиях фабричного пошива на высокой скорости. Именно поэтому у нее используется автоматическая смазка узлов и механизмов и вместо фитилей (1022 класс) работает масляный насос
А стеклянное “окошко” на корпусе позволяет контролировать давление масла, в которое при сильных оборотах “бьет” струя масла.
Важной особенностью данной машинки является роторный тип нитепритягивателя и использование в конструкции машинки ременной передачи, связывающей движение верхнего (главного) и нижнего вала. Именно поэтому швейная машина 97 класса работает почти бесшумно
Для ателье, а также швей, работающих дома эта машина подходит идеально. Она качественно шьет любые ткани, в том числе и трикотажные. Единственный ее “минус” в том, что она не сможет шить слишком толстые и грубые ткани, в том числе и кожу. Для этого больше подойдут швейные машины 22 и 1022 класса.




Еще одно отличие в том, что диаметр внутреннего отверстия челночного хода швейной машинки 97 класса несколько отличается и поэтому челночное устройство 22 класса не подойдет, зато шпульный колпачок у всех этих машин взаимозаменяемый.
Если в вашем ателье или даже дома вы используете промышленную швейную машину 97 класса, то этот материал, возможно, поможет вам самостоятельно отрегулировать и выполнить мелкий ремонт, не прибегая к услугам мастера. Тем более, что не у всех есть такая возможность, поскольку не везде уже есть такой мастер.
Следует отметить, что при выполнении некоторых настроек требуется опыт, а не только знания. Но, начните ремонтировать самостоятельно и опыт появится.
Устройство намотки
Под конец описания нужно сказать несколько слов об устройстве намотки. Как правило, недалеко от маховика для намотки располагается маленькое прижимное колесо с валом, укомплектованным риской.
На панели, расположенной под ним, располагается ушко с еще одним колесом небольшого размера. Катушка устанавливается на вертикальную подставку, а уже от нее нить пропускается над столом, чтобы быть намотанной на шпульку. Чтобы обеспечить правильную работу, прижимное колесо аккуратно вдавливается пальцем, после чего начинается вращение, передающееся от привода швейной машины.
Намотка нити на шпульку
ЛАБОРАТОРНАЯ РАБОТА №2 УСТРОЙСТВО И РАБОТА ШВЕЙНЫХ МАШИН ПРЯМОСТРОЧНОГО ЧЕЛНОЧНОГО СТЕЖКА
— ознакомиться по каталогам с показателями аналогичных зарубежных машин.
Общие сведения.
2.1. Машина 1022кл. предназначена для стачивания пальтовых, костюмных материалов однолинейной строчкой челночного переплетения. Техническая характеристика машины: число оборотов главного вала до 4500 мин” , длина стежка 2-5 мм, наибольшая толщина стачиваемых материалов- 5мм, иглы по ГОСТ 22249-89 тип 0319. № 90-150. .
Машина снабжена централизованной системой смазки, автоматическим устройством для наматывания шпульки, встроенным в рукав машины.
2.2. Машина 97А кл. предназначена для стачивания х/б, шелковых и др. тканей однолинейной строчкой челночного двухниточного переплетения.
Техническая характеристика машины: число оборотов-до 5500 мин., длина стежка 1,7-4мм., толщина стачиваемых материалов до 4мм., иглы 0052-02 №75-110.
2.3. Обе машины имеют следующие основные рабочие органы:
— возвратно-поступательно двигающаяся игла,
— центрально- шпульный вращающийся челнок,
— реечный механизм перемещения материала, нитепритягиватель.
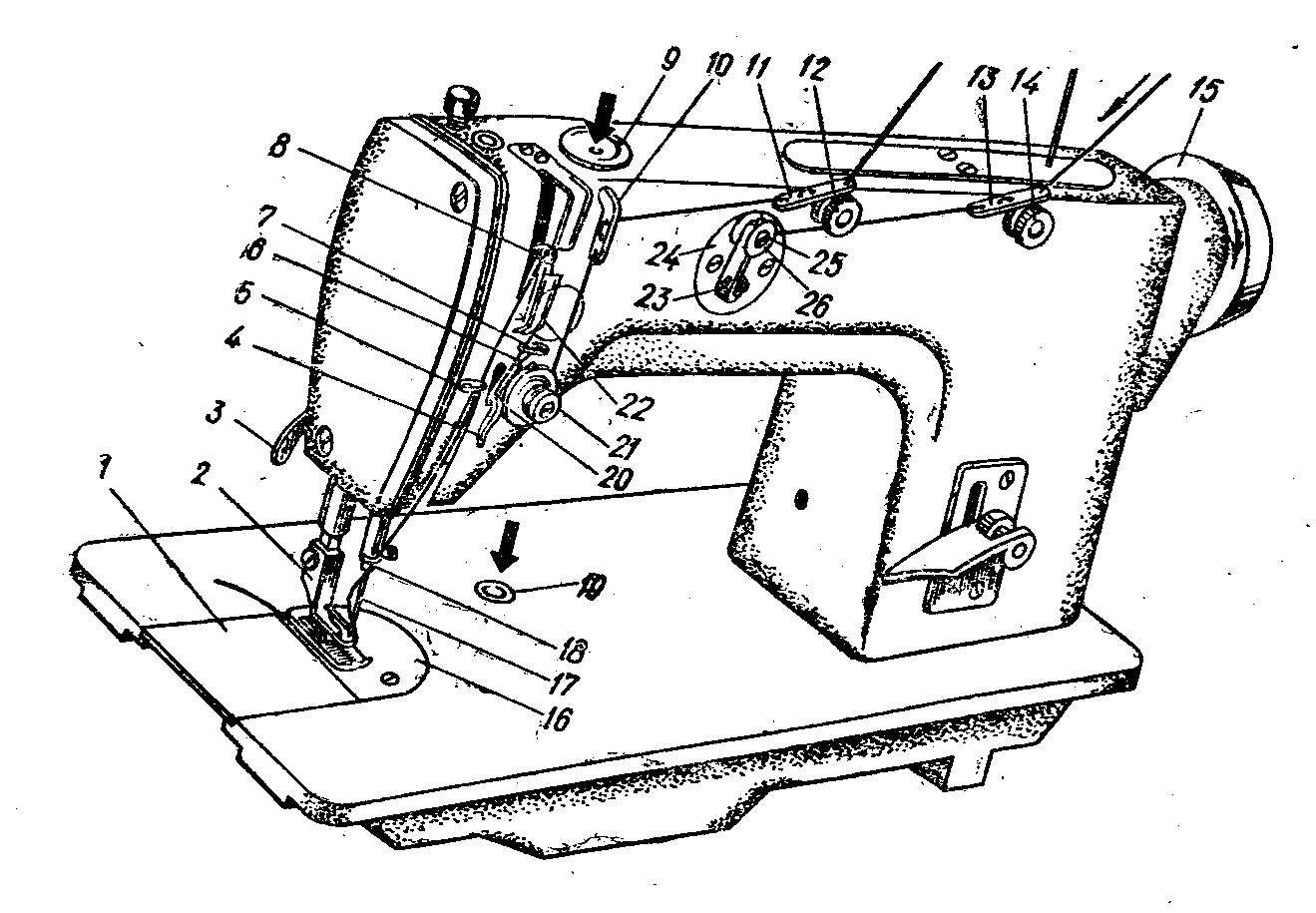
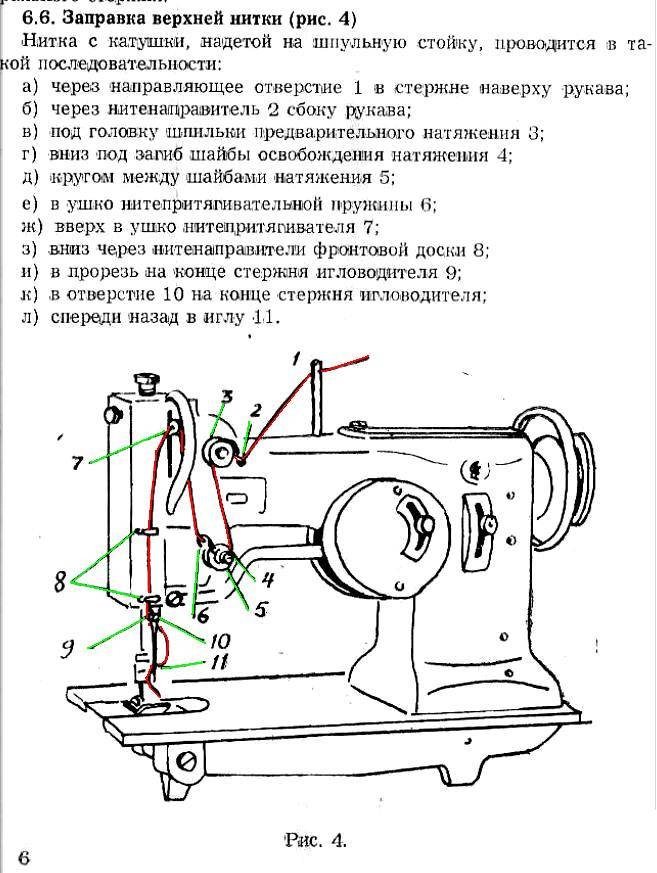
2.4. Общий вид швейной машины 1022 М и заправка верхней игольной нитки нитки показаны на рисунке 5.
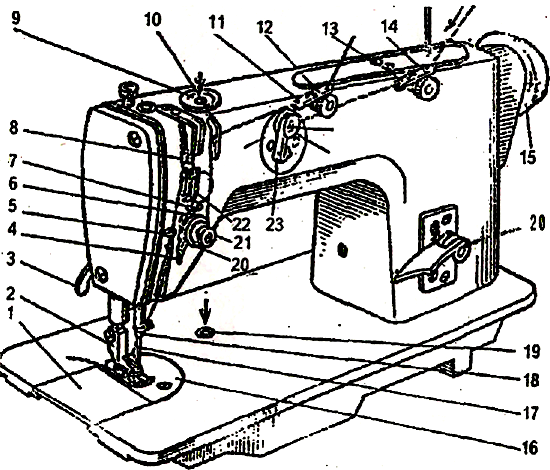
Рисунок 5 — Заправка верхней (игольной) нитки.
2.5. Бобину или катушку устанавливают на стержень стойки бобино-держателя или стержень, расположенный на рукаве машины. Если нитку проводят от стойки бобинодержателя, то ее снизу вводят вверх за направляющий крючок стойки и сверху вниз проводят в правое отверстие нитенаправителя11, по часовой стрелке обводят между шайбами дополнительного регулятора натяжения 12.
Затем нитку снизу вверх налево проводят в три отверстия нитенаира-вителя 11, в три отверстия нитенаправителя 10, по часовой стрелке обводят между шайбами регулятора натяжения верхней нитки 20, заводят за крючок нитепри-тягивательной пружины 6. Конец нитки заводят за крючок нитенаправительного угольника 4, вводят в нитенаправитель 7. Справа налево нитку вводят в ушко ни-тепритягивателя 6, расположенное под предохранительной скобой 22.
Нитку сверху вниз проводят в нитенаправители 5,18 и слева направо вводят в ушко иглы 17. Заправка верхней нитки на машине 97-Акл. показана на рисунке 6.
Рисунок 6 — Заправка верхней нитки.
Нитку с бобины или катушки последовательно вводят в три отверстия нитенаправителя 1, затем проводят вдоль рукава и последовательно вводят в три отверстия нитенаправителя 2. Затем нитку проводят сверху вниз в нитенаправительную щель фронтальной доски 10, вводят между шайбами регулятора натяжения верхней нити 10, заводят за крючок нитепритягивателькой пружины 9 сверху вниз, обводят снизу вверх за нитснаправительный уголок 8, затем нитку вводят в щель между фронттальной доской и кольцом 3 и заводят за крючок нитепритягивателя 4, выводят из-под кольца и вводят в нитенаправитель 5, закрепленный на фронтальной доске 12, затем вводят в проволочный нитенаправитель 6, надетый на втулку игловодителя, и слева направо вводят в ушко иглы 7, установленной коротким желобком вправо. Оставляют конец верхней нитки 70—80 мм, чтобы с его помощью можно было ввести в ушко игольной пластины конец нижней нитки.
2.6. Заправка нижней нитки в машинах 1022М кл. и 97А кл. одинаковая, показана на рисунке 3.
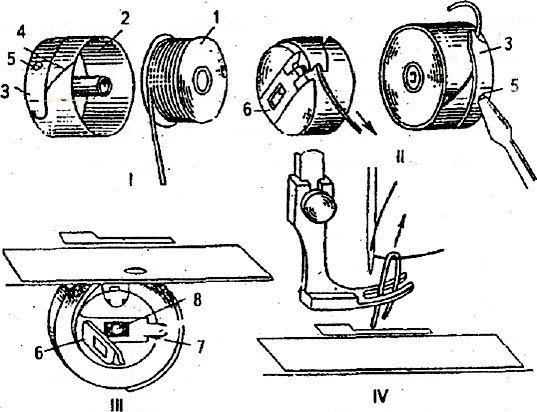
Рисунок 7 — Заправка нижней нитки
При заправке нижней нитки шпульку 1 берут в правую руку и надевают на полый стержень шпульного колпачка 2, удерживаемого левой рукой. Конец нижней нитки вводят в прорезь 4 шпульного колпачка, подводят под пластинчатую пружину 3 и заводят за ее язычок. Задвижную пластину выдвигают влево и поворотом махового колеса поднимают иглу, при этом лапка тоже должна быть поднята. Пальцем левой руки отводят налево пластину замочка шпульного колпачка и в окно между стенками задвижной пластины и шпульной пластины на стержень 8 шпуледержателя надевают шпульный колпачок 2, при этом вырез нитенаправительнаятрубочка, 20- прорезь нитепритягивателя, 21 — отверстие в задней вертикальной стенке платформы машины, 22- нитенаправитель
3. Содержание отчета:
3.1.Общие сведения о машинах 51 и 51А кл, заправках ниток, образова нии швов и регулировках.
3.2.Характерные неисправности и способы их устранения
3.3.Отличительные особенности одного из современных зарубежных аналогов отечественных машин.
4. Контрольные вопросы:
4.1 .Чем отличается машина 51 кл. от 51А кл.?

4.2.Каковы характеристики работы машин?
4.3.Как осуществляется регулировка параметров машины? (длина стежка, ширина обметывания)
4.4.Как осуществляется переход с 2-х на 3-х ниточную строчку?
4.5.Как осуществляется процесс петлеобразования 2-х и 3-х ниточной строчки?
голоса
Рейтинг статьи
Особенности швейной машины 22 и 1022 класса

Устройство швейной машины 22 класса практически ничем не отличается от 1022, но все же есть некоторые особенности, знать о которых нужно. Например, челноки этих машинок внешне очень похожи, но не взаимозаменяемые. На фото вы видите, что крепление челнока 22 класса имеет три винта, а челнока швейной машины 1022 – два винта. Отличие даже в размере втулки для винтов крепления. Для 22 класса она круглая, а для 1022 с характерным спилом и гораздо большего размера
Но самое важное то, что внутреннее отверстие для вала имеет разный диаметр и челнок 1022 не подойдет для машинки 22 класса, и наоборот. Покупая новый челночный ход, убедитесь вначале, что он плотно сядет на вал, в остальном проблем не будет.
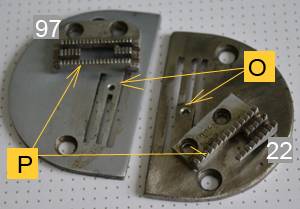
Для обеих машин предусмотрена возможность менять игольную пластину и рейку, подбирая их в зависимости от толщины ткани и иглы. Всего таких вариантов может быть три: для тонких тканей, средних и толстых тканей. Чем грубее ткань, тем толще игла, значит и отверстие (О) должно быть на пластине больше, а заодно и зубья рейки (Р). Не удивляйтесь поэтому, когда ваша машина бесконечно рвет нитку, хотя все параметры выставлены точно.
И еще обратите внимание, что рейка для 22 класса имеет небольшое отличие. Правая часть зубьев словно отломана, поэтому для нее нужна соответствующая игольная пластина
Рядом на фото находится рейка от промышленной машины 97 класса, и вы легко можете увидеть это отличие. Кстати, поставить на 22 класс можно и рейку с 97 класса, но только в паре с игольной пластиной.
Шпульный колпачок взаимозаменяемый для всех промышленных прямострочных машин челночного хода, но иногда у таких машин попадается шпульный колпачок петельной машины 25 класс. Внешне он ничем не отличается, только вход для иглы у него не полукруглый, а квадратный. Работать такой шпульный колпачок тоже будет нормально, но просто имейте это в виду.
Что касается самого колпачка, то многие швеи прокладывают на дно колпачка промасленную папиросную бумагу. Вероятнее всего нижняя нитка будет легче, без рывков, сниматься со шпульки и строчка будет лучше формироваться. Можете попробовать.
Старайтесь реже крутить отверткой винты прижимной пластины шпульного колпачка. Появившиеся зазубрины будут обрывать верхнюю нитку или приводить к петлянию нитки в строчке.

Если вы не помните, как собирается натяжитель верхней нитки, можете использовать это фото. Все детали уложены в той же последовательности, как и в собранном состоянии.
Часто, именно натяжитель становится причиной разного рода дефектов строчки. Проверьте, чтобы прижимные тарелочки были идеально чистыми, обязательно работала компенсационная пружина (крючок из проволоки), стержень с резьбой не имел зазубрин в том месте, где проходит нитка между тарелочками. Ну и обязательно стоял штырек для разжимания шайб. Его легко сделать из тонкого гвоздика самим.





